作者的話
位處山口縣的深山而挑戰走向全世界的日本酒──「獺祭」。我一直想著希望能用漫畫來表現出這個成功故事,沒想到就有人來找我談這個製作企畫。我回想起博志會長與一宏社長曾向我談過的各種事情,也針對不明白之處以及新資訊等重新採訪,一邊做分鏡、和工作人員一同打造出這部作品。
我就老實說了,在製作這部漫畫的同時享用「獺祭」,成了增添故事深度以及我創作慾的動力。要花多少時間才能夠展現出這樣的口味呢?辛勤勞碌的過程想必化為不少眼淚流過許多人的臉頰。我感受著那些無力對抗而累積起來的挫折、艱辛與失敗,以及成功的氣息,將它們都濃縮在這一百多頁的漫畫世界當中。
漫畫的製作是在二○二○年一月下旬展開的,沒想到整個世界都變得有些慌慌張張。眼所不能見的病毒力量改變了整個世界,不只是都市機能,幾乎整個經濟活動都停擺了。在我漫長的人生當中一路走來,不曾想過會經歷這樣的情況。我身為一個四十年來都在製作商場漫畫的人,對於這種全世界經濟經營方式逐漸改變的體驗,除了感到恐懼以外,也不禁覺得自己就像是在電影中登場的角色一般,心情非常複雜。
雖然這麼說似乎很奇怪,但我同時也想起了在「獺祭」製造流程當中曾經體會到,眼所不能見的微生物(麴菌)們活潑發酵的活動樣貌。依憑環境卻又逐漸調整四周的微生物姿態……。這讓我不禁想著,我們人類一昧追求、選擇眼前所見到的事物,這樣的常識及價值觀是否能藉此機會重新審視而改變呢?
接下來整個世界都要重建,本作品的主角們那挑戰精神及突破極限的力量,希望也能夠激勵許許多多人生出夢想與希望的力量。我打從心底如此祈禱,將這本書的稿子付梓。
我與櫻井博志先生的相遇
現在以旭酒造株式會社代表取締役會長身分活躍的櫻井博志先生,便是一手打造出「獺祭」的人。他繼承了家業以後,是如何在慘澹經營下,建立起能夠受到在日本國內外都喜愛的日本酒品牌呢?
我試著以漫畫的方式來表現,同時將那位於山口縣深山的小小酒藏的歷史描繪出來。大家覺得如何呢?我希望大家能夠從作品中感受到,一個人懷抱熱情抱負來打動國內市場以後,又以其挑戰精神推廣給海外初次接觸此款日本酒的人士。
櫻井先生等人打造出的日本酒,畢竟是一種嗜好商品,而每個人喜好的口味是因人而異的。當然,也會因為國家地區、習慣及文化等而大不相同。更何況不同的酒藏也有各自的歷史、文化及堅持的部分,因此有多少酒就有多少故事,能夠讓享用之人滿足自己的喜好。
本章內容為漫畫中無法表現的部分……也就是我與目前的社長櫻井一宏先生的相遇、與會長博志先生所締結的緣分、關於日本酒的事情、「獺祭」的製作方式等,搭配照片來從各方面告訴大家他們成功的秘密。也請大家開心觀賞書中刊載的照片。
其實最一開始,我見到的是尚未就任社長的一宏先生。
可說是我畢生之作的「島耕作」系列,於二○○三年迎接連載的四十週年。島耕作的故事是從他身為課長時開始的,現在他也已經升職到顧問,而角色的年齡也已經與作者我本人相符合。在這個過程當中,曾多次將舞臺轉移到海外。當然,我也絕不推辭要前往海外採訪、為作品打好基礎,現在我也仍會這麼做。
在我的作品當中,會利用各式各樣的人脈去進行採訪,描繪出來的內容當中有五成是娛樂取向、另外五成則是資訊,因此也曾訪問過無數的經理人以及政治家。我切實地吸收與當下事實相關的聲音,同時由於漫畫無法描繪過多細節,所以反而能以較為簡單的方式表現出來。正因如此,訪談非漫畫界人士所得到的意見對我來說是非常寶貴的。
我印象中是在二○○七年左右,那時我正為了採訪而滯留於紐約,有朋友邀請我「若是你來紐約,還請務必辦場演講!」由於對方表示「有很多日本的年輕經營者,都想前來學習……」因此我非常樂意地答應了。而櫻井博志先生的兒子一宏先生,便來參加了那場演講。
我在紐約的演講結束以後,一宏先生便迅速來到我身邊。拜見他的名片,上頭寫著「旭酒造」,他表示酒藏就在我的故鄉山口縣岩國市那兒。
「獺祭」這款日本酒在海外非常受到歡迎的事情,我已經從當地認識的朋友那兒聽說了。我在紐約那兒認識一宏先生的時候,當然也已經有許多紐約人只要提到日本酒,就會想到「獺祭」。我聽一宏先生的說明,知道一年中有一半他都在異國度過,努力推廣自己公司打造出來的日本酒。聽他說自己單身前往語言及文化都不同的海外,一步一腳印累積成果,我身為同鄉之人實在感動肺腑。
回到日本以後,有一位企業常務董事邀請我用餐,由於聽說當時的旭酒造代表取締役社長櫻井博志先生也會到場,因此我非常開心地與會。那是我們第一次見面,不過畢竟我已經見過一宏先生,因此聊得非常愉快。
現在的山口縣岩國市是在二○○六年合併玖珂町、本鄉村、周東町等八個鄉鎮成為一個市。櫻井先生他們的旭酒造位於周東町,與我的出身地有些距離,因此說老實話與其說我們是同鄉,更令我覺得比較像是故鄉附近的一間酒屋。若是提到岩國當地的銘酒,多半是指「五橋」「金冠黑松」「雁木」「金雀」等,對我自己來說,旭富士和獺祭也只是聽過罷了。
與博志先生見面的時候,聽他聊酒造的事情,讓我對於他的人格抱持著好感。雖然內心深處有著頑固的個性,但總覺得與我有些相似,有些毛躁而容易過早下判斷,因此也曾歷經許多失敗,但他毫不隱瞞的說出製作在地啤酒等失敗的事情,就如同我漫畫中畫的。
但是,博志先生最厲害的地方,就是能夠針對自己失敗的事情好好研擬對策來走向下一步。就算打輸了,也不會就此一敗塗地。這種男子氣概,想來都反映在他的經營方針上。不在業界內競爭、不與大家以開心聚會的方式往來、也不與他人互相扯其他同業的後腿、不打算輕鬆只做著與前一天相同的工作等。年齡上他只與我差了三歲,幾乎可以說是同一個世代,因此我與他有著相當的親近感。現在也會每年見面五到六次,愉快地起用餐。
大約也是那個時候,在我畫的《會長 島耕作》當中,正好有一段是故事中有個企劃是需要在緬甸建立一個沒有杜氏的酒造,因此我非常詳細訪問了博志會長與一宏社長,那是二○一六年的事情。
我第一次前往那時二層樓高的本藏,要從山陽新幹線的JR德山站轉搭地方線的岩德線,搭上只有一節車廂的電車,坐了四十分鐘左右抵達最接近公司的周防高森站。接著還要從車站開車十五分鐘,來到被山川等大自然包圍、一片田野的寂靜小鎮,豎立在當中的本藏是棟非常顯眼的建築。
「緬甸有可能栽培山田錦嗎?」
「沒有杜氏的酒造有什麼樣的特徵?」
「到底要如何製酒?」
我非常仔細地進行訪談。島耕作要挑戰的日本酒名稱是「喝采」。非常明顯的是要致敬「獺祭」(譯註:「喝采」的日文發音為KASSAI,與「獺祭」DASSAI有異曲同工之妙)。我請他們讓我參觀那聳立於深山小鎮的十二層樓本藏,也請他們仔細告知所有製酒的流程,另外也實際觀看不依靠杜氏來進行的「四季釀造」的架構,了解這一切。
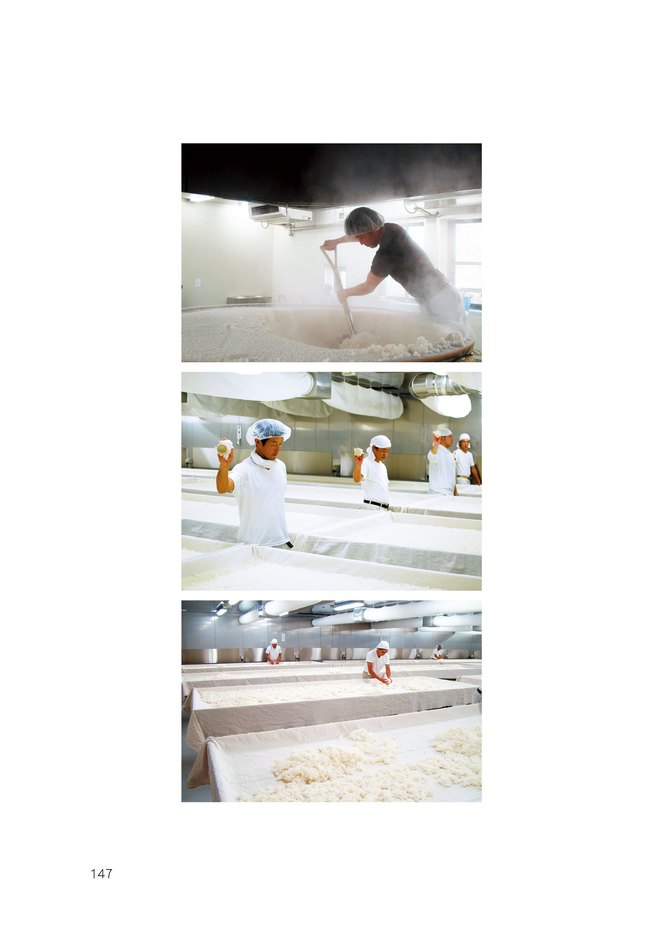
雖然也有些人由於欽羨「獺祭」的成功,而揶揄著「那只是用機械打造的酒」,但絕對不是這樣!正因為他們非常珍惜酒米山田錦,因此在精米、洗米、蒸米、造麴、投料、上槽、裝瓶等每個流程當中,都需要耗費大量的人力。如果換算成一般酒藏的製造流程來看,反而是比其他酒藏使用二‧五倍將近三倍的人力,這也是我在拜見過現場以後才明白的。最近才開始加入製造日本酒的年輕世代,甚至有許多人積極學習旭酒造的製酒方式。同時,我也認為國內外喜愛「獺祭」的客人的熱情,正可以描繪出這一切。
之後他們向我介紹了許多製造流程。
第一次合作企畫「獺祭 島耕作」
二○一八年六月底,強大的七號颱風挾帶豪大雨侵襲西日本大量土地,七月的時候還發布了大雨特別警報。由於這場豪雨,以西日本為中心,有大量地區都發生河川氾濫、浸水災害、土石流災害等,旭酒造也受到了影響。
被稱為「本社藏」的總公司大樓前的那條河流泛濫,造成一樓及地下室浸水。電腦和伺服器等機械、原料米、及酒瓶都泡在泥水裡,並且由於停電造成發酵槽的溫度不受控制,難以維持酒的品質。
對於抱持著「追求用來品味,而非為了喝醉或者用來販售的酒」這種想法的旭酒造來說,這實在是創業以來最大的災難。
博志會長本人向媒體表示,換算成一升瓶,可能要廢棄共三十萬瓶,在恢復產線以前大概會損失製造六十萬瓶的時間。在淹水兩天之後他就召開了記者會,除了自己公司的情況以外,同時向大眾表示整個地區的災害情況並尋求救濟。
我也馬上撥了電話給博志會長。
「不能用獺祭的名字出貨,應該只能廢棄掉吧。」
他回答我的聲音絕非陷入沮喪,而是他一貫不畏懼失敗、持續勇敢前進而具活力的聲響。但是身為一個經營者,我想肯定是覺得萬分扼腕吧?剛開始我也抱持著要自費買個一百瓶回來的心情。
但我還是問了:「試喝之後覺得味道如何呢?」
博志會長表示:「當然是很好喝囉!」
此時我也得知,酒槽當中還有許多仍在發酵中的美味好酒。
「這樣的話,要不要銷售用來作為復興當地的經費呢?一瓶賣個一千兩百日圓,當中兩百元捐出去。就這麼辦吧!」
博志先生也表示如果是為了地方,那麼他當然義不容辭。
我們兩人取得共識以後,以飛快的速度將整件事情理出了頭緒。我想若是我們之間還多了代理商或者業界相關人士夾在中間,肯定不會如此。自災害過去兩星期左右我們就處理好一切事項,在八月二日舉辦記者會,發表「獺祭 島耕作」這個商品,這是「獺祭」與「島耕作」第一次聯名合作。
其實一開始也曾想過可以用《會長 島耕作》漫畫中描繪的日本酒「喝采」作為這款酒的命名,這樣發展感覺似乎也挺有趣的。
以前為了策畫贈送給讀者用的「獺祭」時就已經製作過酒標,當時的印刷圖案也還留著,我想這樣一來讀者也會很開心吧。但是調查之後才發現,「喝采」已經有人登錄了商標,因此我們不可能再使用這個名字。
捐款到的太晚就沒有意義了,因此只好用「獺祭 島耕作」這個名字。現在回想起來,這樣的聯名也是很棒的呢!決定商品名稱以後的進展就更加快速了,大家開過會後幾天就決定重新開始生產。透過各種人脈、聯絡各媒體以後,大概有十五間公司有興趣,因此在八月二日就開了記者會。第一二五頁的照片就是當時的三人合照。
由於報紙及電視新聞有超過一百則的報導,因此八月十日發售後,才半天便已售出了五十八萬瓶。原因之一在於平常七二○毫升就超過三萬日圓,頂級的「獺祭 研磨更上層樓」和五千日圓左右的「獺祭 純米大吟釀 研磨二割三分」的酒全部都使用同一個酒標,因此大家欣喜地想著說不定會中獎而暢銷。
除了平常就喜愛「獺祭」的個人客戶以外,直接向旭酒造購買商品的酒店、餐飲店等也都打從心底贊同酒造支援地方復興一事,才能讓這首次聯名活動大為成功。
最後捐款給山口、岡山、廣島、愛媛這四縣共計一億一千六百萬日圓。
追求酒藏本質,對於必須要有所變化毫不躊躇,持續打造出比昨天更美味的酒……為了讓大家更明白「獺祭」這款酒的存在方式,我想試著探詢究竟日本酒是什麼樣的酒?有哪些種類?並且追蹤「獺祭」究竟是如何製作的。
無人知曉「獺祭」所下的工夫
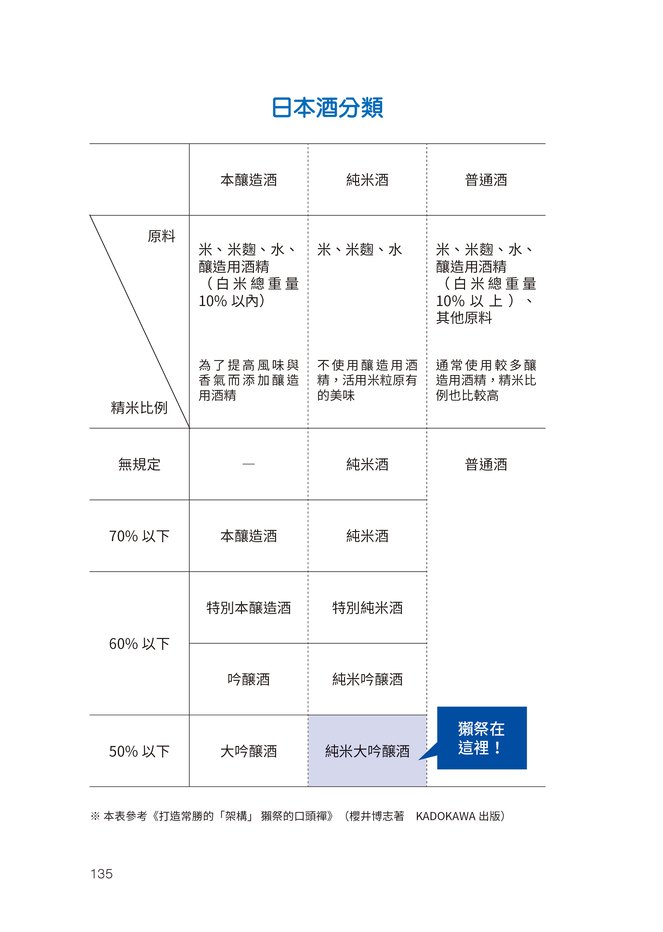
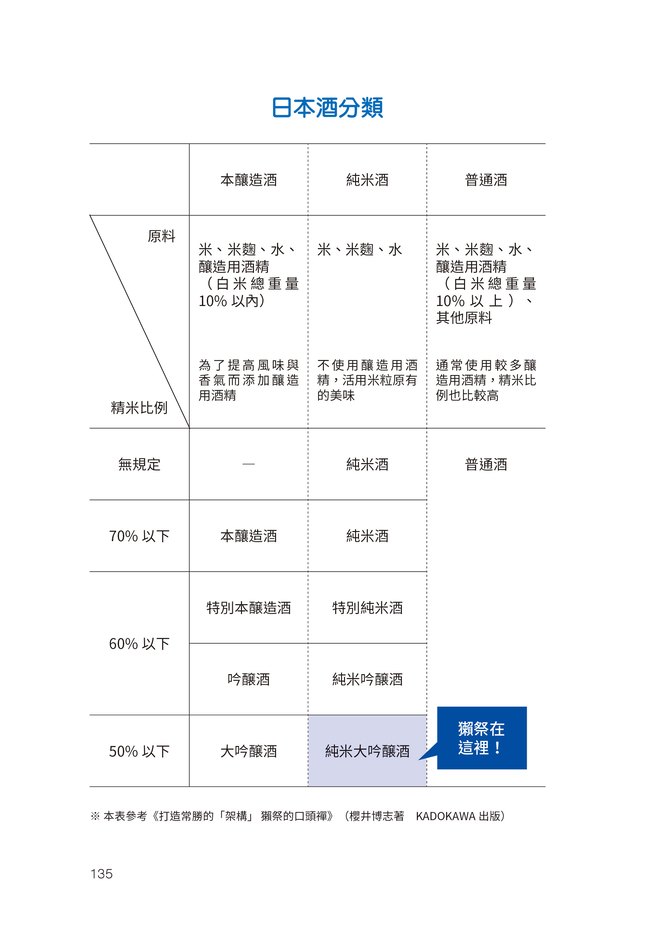
雖然寫得非常簡單扼要,但我想大家多少能夠了解日本酒的歷史與目前非常複雜的分類。另外再補充一點,就是二○二○年酒稅法修改以後,添加了許多規範,允許製造出口用日本酒的新廠商加入。如此一來挑戰將日本酒推向海外的門又開得更大了。
接下來終於要詳談「獺祭」了。櫻井博志先生接手時經營不善的旭酒造,為何能夠成長為目前銷售規模超過一百三十億圓的酒藏呢?為何他們打破了「製酒的權利在杜氏身上,經營者不可插手,只需要專注於銷售商品這種業界普遍常識」,卻還是成功了?讓我們來挖掘這個秘密。
要解開「獺祭」為何能有孜孜不倦的挑戰精神,就必須先將目光轉向日本酒的原料。所謂原料,當然指的就是米。打造日本酒不可或缺的米是「酒米」(正式的名稱是「酒造好適米」,指適用於製酒的米),與我們日常生活當中享用的一般米(食用米)並不相同,但也可能會使用一般米來打造日本酒。
幾個有名的品種就是「山田錦」(主要產地為兵庫縣)、「五百萬石」(主要產地為新潟縣)、「美山錦」(主要產地為長野縣)等,登記在案的總數量大約有一百二十種以上。日本全國栽培的米,包含一般米大約有九百種以上,也就是說當中約十三%是酒米。酒米與一般米的差異,簡單的說有以下三項。
◎顆粒較大(因為精米的時候需要研磨掉外側)
◎「心白」(米粒中心白色不透明的部分,黏度高且易溶於酒醪當中)
◎較為適合釀造(蛋白質及脂質較少,蒸米時的吸水率、適合酒麴等)
製造「獺祭」的時候,只使用酒米中有帝王之稱的「山田錦」。目前已經廣受全世界人喜愛的「獺祭」,若說其美味是由山田錦打造出來的,一點也不為過。因此只用一句話來說明「獺祭」的話,那麼就是:「只使用山田錦打造的純米大吟釀。」
山田錦與其他的酒米相同,特徵是顆粒比一般米來的大。但正因為特徵是顆粒很大,因此稻穗非常容易因為無力支撐米粒的重量而倒下,被認為栽培非常困難。種植起來如此困難的山田錦,要如何能夠穩定確保來源呢?拿到多少山田錦,就等於決定了獺祭的產量。因此旭酒造以酒藏身分與地區簽訂了「村米契約」,建立起對雙方都有利的關係。
博志會長曾向我說過:「只使用山田錦製造的純米大吟釀=獺祭能夠如此美味,秘密就在精米比例、也就是研磨米粒的技術。我們的研磨技術以〈獺祭 二割三分〉為頂點,使用最高超的技術,平均能夠研磨到剩下三十五%。但並非單純研磨就能夠做出好酒。我們從製造流程當中留下出確實的數據資料,堅持連 ○ .一%的含水量或者 ○ .一%的溫度都不能出差錯,徹底進行管理。在我們這種想法及堅持之下,加上能夠好好通過這些考驗又兼備品質及品格的山田錦,才一起打造出最棒的酒。因此要培植山田錦,並不是隨隨便便的農家就能夠辦到。正因為是有著高遠志向及技術的人們所種植出來的米,與我們的技術融合在一起,才能夠造就出這樣宏大的結果。」
酒藏所培育出來的精妙技術,與栽米農家種植出高品質山田錦的高超技藝共同演奏出完美和弦時,才能夠將華麗而優雅的外放香氣及芬芳醇厚的口味、濃密的內蘊香氣、結合整體口感的酸度,整合成完美的平衡。






.jpg)